




Основна функција
1. Почетно навођење: када започне континуирано ливење, глава лажне шипке је запечаћена бакарним калупом да би се формирала почетна шкољка гредице, која увлачи гредицу у машину за извлачење.
2. Пренос напетости: издржати напетост машине за исправљање повлачења (обично 20 ~ 100 тона), како бисте осигурали да се гредица континуирано и стабилно извлачи.
3. Безбедно одвајање: када се гредица учврсти до довољне чврстоће, лажна шипка и гредица се аутоматски одвајају како би се избегло оштећење опреме.
Врсте
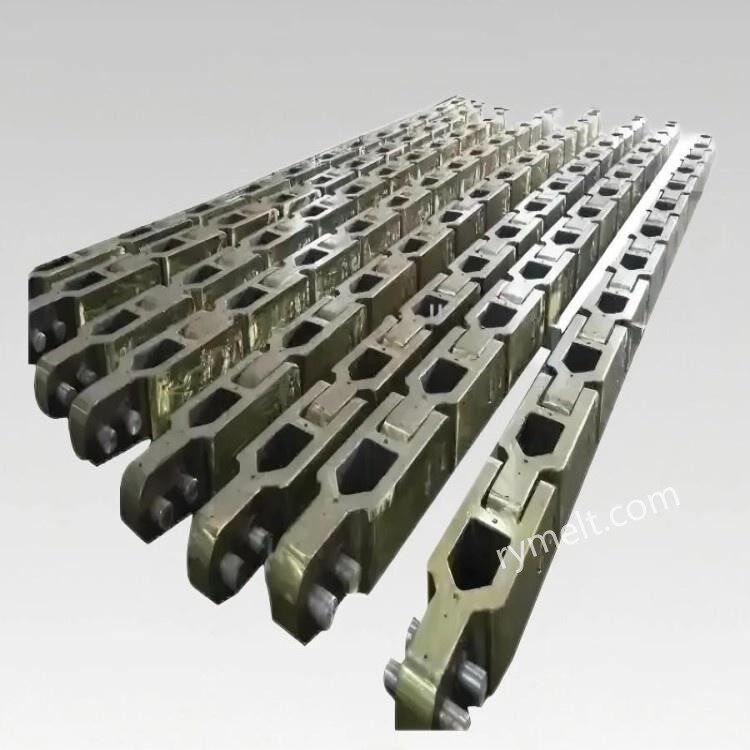
1. Чврста лажна шипка: Интегрална ливена или заварена челична конструкција, високе чврстоће, без покретних делова, погодна за гредице, правоугаоне гредице и друге једноставне површинске машине за континуирано ливење.
2. Полу{1}}полутврда лажна шипка: сегментирани зглобни дизајн, омогућава локално савијање, погодан за машину за континуално ливење плоча (потребно је прилагодити промену ширине{2}}односа дебљине)
3. Флексибилна лажна шипка: структура ланца или плочасте опруге, применљива на лучне / овалне машине за континуирано ливење (као што је машина за лук малог радијуса)
Структура и кључне компоненте лутке
1. Материјал штапа: легирани челик отпоран на високе-температуре-(нпр.. 42ЦрМо), са премазом отпорним на топлоту-(нпр. Ал₂О₃) распршеним по површини.
2. Пресек шипке: правоугаони (за плоче) или округли (за гредице), ширина/пречник 200~600мм.
3. Механизам за закључавање жлеба у облику ластиног репа: за брзо заптивање бакарним калупом (притисак заптивања већи или једнак 5МПа).
4. Блок графитних уложака: смањите пријањање помоћу гредице, лако се одваја.
5. Група водећих ваљака: распоређена на обе стране ингота-индукционе шипке, усвајајући водено-хлађене ваљке (температура површине ваљка мања или једнака 150 степени) да би се обезбедила прецизна путања кретања.
6. Систем за хлађење: унутрашња цев за хлађење воде (притисак воде 0,6 ~ 1,2 МПа) за спречавање деформације високе температуре.
7. Механизам за одвајање: хидраулички уређај за потискивање (потисак 50 ~ 200 кН) или механичке чељусти, да би се остварило брзо одвајање гредице и лажне шипке.
Редовно одржавање
1. Провера геометријских димензија: Измерите равност ингота{1}}сваког месеца (одступање мање или једнако 1 мм/м) и хабање главе (мање или једнако 3 мм).
2. Провера заптивке: тромесечно тестирајте притисак расхладне цеви (пад притиска мањи или једнак 5% током 30 минута).
3. Функционални тест: симулирати акцију одвајања (2 пута годишње), проверити време одзива хидрауличког/механичког система (мање или једнако 2 секунде).
Уобичајени проблеми и контрамере
1. Одступање поравнања лажне шипке: хабање водећих ваљака или померање уградње бакарног калупа, замена чаура водећих ваљака, ласерска калибрација положаја бакарног калупа.
2. Неискључивање: недовољан хидраулички притисак или заглављени механизам канџе, проверите растерећени вентил хидрауличке станице, очистите шину вођице канџе
3. Глава се лепи за гредицу: губитак графитног блока или недовољно хлађење, замените блок графитног улошка, оптимизујте проток расхладне воде.
4. Савијање и деформација тела штапа: концентрација термичког напрезања или неразумна подршка за складиштење, повећање средње тачке подршке и поправка врућим исправљањем.
Избор и коришћење препорука
1. Одговарајући тип машине за континуално ливење: пожељна полу-машина за континуално ливење гредица, полукрута лажна шипка, машина за континуално ливење гредице изабрана крута лажна шипка.
2. Balance between capacity and maintenance: high operating rate production line (>85%) се препоручује коришћење мобилног уређаја за складиштење ради побољшања ефикасности промета.
3. Радионица ниског и средњег капацитета може изабрати фиксни сталак за складиштење + редовно спољно одржавање, смањити почетну инвестицију.
Наша компанија има дугогодишње искуство у производњи и маркетингу думми бара, са стручним и техничким особљем, према индивидуалним потребама купаца, производњи и преради. Горе наведени подаци о параметрима могу се користити за референцу, ако имате посебне потребе, слободно нас контактирајте.





